深圳市新鸿胜模具广发(中国) 光缆光缆模具|电线电缆押出模具|押出机头、光缆机头 |精密零件加工
13590411628


2025-10-04 04:12:35
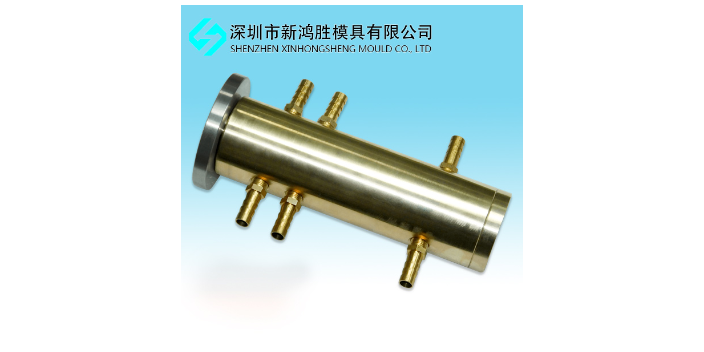
押出机头怎样均匀挤出?押出机头通过合理的结构设计和精确的温度控制来实现均匀挤出。其内部流道设计经过优化,采用渐变式的截面结构,使物料在进入机头后能够逐渐均匀分布。同时,在流道内设置了多个分流筋和扰流装置,进一步打乱物料的流动状态,促进物料的充分混合和均匀分布。在温度控制方面,押出机头配备了高精度的温控系统,通过在机头不同部位安装热电偶,实时监测温度,并根据监测数据自动调节加热装置的功率,保证机头各部位温度均匀一致。因为温度对物料的流动性影响很大,只有保证温度均匀,才能确保物料在挤出过程中流速一致,从而实现均匀挤出。采用先进的分流器结构以及流线型的流道设计,实现物料更顺畅地通过机头,减少能量损耗以及物料的停留时间。深圳成型缆模具厂家哪家质量好

在塑料管材生产中,押出机头是设备之一。对于不同类型的管材,如 PVC 管材、PE 管材、PP 管材等,押出机头的设计和应用都有其独特之处。以 PVC 管材生产为例,由于 PVC 材料的热稳定性相对较差,在加工过程中对温度和剪切较为敏感,因此押出机头需要具备良好的温度控制和均匀的物料流道设计。在机头内部,分流锥的设计要能确保 PVC 物料均匀地流向口模,避免局部过热导致物料分解。同时,口模的尺寸精度对于 PVC 管材的外径控制至关重要,因为 PVC 管材在建筑、给排水等领域有着严格的尺寸标准。深圳三层共挤机头定制厂家这些线缆对绝缘层和护套层的厚度均匀性、同心度以及材料的性能都有极高的要求。

加热方式多种多样,常见的有电阻加热和感应加热两种方式。电阻加热是通过在机头的加热元件中通入电流,利用电流的热效应产生热量。这种加热方式结构简单,成本较低,但加热效率可能相对较低,而且温度分布可能不够均匀。感应加热则是利用电磁感应原理,使机头内部的金属部件产生涡流,从而产生热量。这种加热方式加热速度快,温度分布相对均匀,但设备成本较高。在设计加热系统时,需要根据机头的结构和物料的特性选择合适的加热方式,并合理布置加热元件,以确保机头内各部分温度均匀一致。
安装与维护安装便捷性:不同品牌押出机头的安装复杂程度不同。部分品牌设计时充分考虑安装便利性,采用模块化设计,各部件之间通过标准化接口连接,安装过程简单快捷,能有效缩短设备安装调试时间。例如丹麦某品牌,其机头部件可快速拆卸和组装,减少了安装过程中的人力和时间成本。而一些品牌的机头结构可能较为复杂,各部件连接方式独特,安装时需要专业人员花费较多时间和精力进行对位和调试。维护难度与成本:维护难度和成本也因品牌而有所不同。国际品牌通常有完善的售后服务体系和丰富的维护资料,但由于其技术含量高,零部件价格昂贵,维护成本相对较高。例如德国某品牌,虽然设备稳定性好,但一旦出现故障,维修费用和零部件更换成本较高。而一些国内品牌的零部件价格相对较低,维护成本也较小,但可能在技术支持和维护资料的完整性方面稍显不足。要合理设计流道及分流锥的角度和形状,确保物料在机头内均匀分散,防止产品出现局部厚度偏差等问题。

押出机头与挤出机的匹配是实现高效、稳定挤出的关键。首先,从产量角度来看,挤出机的螺杆直径和转速决定了其理论产量,而机头的流道设计和阻力大小必须与之相适应。如果机头的流道过窄或阻力过大,会限制物料的通过量,导致挤出机无法发挥其产能,出现 “大马拉小车” 的情况。反之,如果机头流道过宽或阻力过小,物料在机头内的停留时间过短,可能无法充分塑化,影响产品质量。例如,对于一台大型的双螺杆挤出机,如果配备了一个设计不合理的小型机头,即使挤出机螺杆转速很高,实际的挤出产量也会很低,而且产品可能会出现表面粗糙、内部结构不均匀等问题。我们的押出机头在行业内享有很高的声誉。深圳30#U7机头定制厂家
随着特种线缆(像高压电缆、光纤光缆等)生产需求的增多,对押出机头的精度和稳定性要求愈发严格。深圳成型缆模具厂家哪家质量好
常见问题及维护制品表面粗糙:可能是由于口模表面磨损、温度过低或熔体中含有杂质所致。解决方法包括更换口模、调整机头温度、加强原料过滤等。尺寸不稳定:通常与熔体压力波动、温度变化、牵引速度不均匀有关。需检查挤出机与机头的配合情况,稳定工艺参数,并确保牵引装置正常运行。熔接痕明显:多因分流段设计不合理,熔体融合不良造成。可通过优化分流筋结构、提高机头温度等方式改善。日常维护中,需定期对机头进行清洁,避免残留塑料高温分解后影响产品质量;检查口模及各部件的磨损情况,及时更换损坏零件;做好机头的保温与加热装置维护,确保温度控制精确。深圳成型缆模具厂家哪家质量好