苏州科瑞科技广发(中国) 甲醇制氢|天然气制氢|变压吸附提氢|甲醇裂解制氢
183****3929


2025-08-18 00:16:04
尽管甲醇裂解制氢相较于传统化石燃料制氢,碳排放相对较低,但仍面临一定的环境压力。此外,甲醇原料成本在制氢总成本中占比高达 70% - 80%,这使得甲醇制氢成本受甲醇市场价格波动影响较大。为应对环境挑战,一方面可以将碳捕集技术引入甲醇裂解制氢过程,捕获并封存产生的二氧化碳;另一方面,开发新型低能耗、低排放的制氢工艺,从源头降低碳排放。在降低成本方面,一是通过优化生产工艺,提高甲醇转化率和氢气回收率,降低单位氢气的生产成本;二是拓展甲醇原料来源,利用煤化工、天然气化工等副产甲醇,降低原料采购成本;三是加强与甲醇生产广发·体育的合作,建立长期稳定的供应链,降**格波动风险。温度对甲醇裂解影响明显,一般来说,温度升高会提高甲醇转化率。催化燃烧甲醇裂解制氢设备

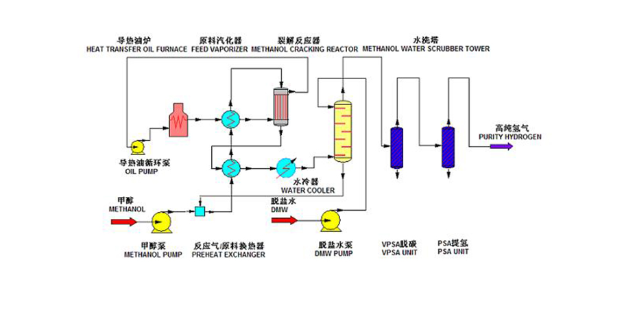
开发具有低温活性的甲醇制氢催化剂,是降低能耗、提高工艺**性的重要方向。这类催化剂能够在较低温度下启动反应,减少高温带来的设备投资和**风险。一些新型的铜基催化剂通过添加特殊助剂,优化制备工艺,实现了在 180-220℃的低温区间内高效催化甲醇制氢。某电子广发·体育采用低温活性催化剂进行现场制氢,满足了电子芯片制造对氢气纯度和温度的严格要求。低温活性催化剂的研发,不仅拓展了甲醇制氢技术的应用场景,还为实现绿色、高效的制氢工艺提供了可能。随着材料科学和催化技术的不断进步,低温活性催化剂有望在更多领域得到广泛应用。内蒙古甲醇裂解制氢排名在实际操作中,甲醇和脱盐水按特定比例混合,经预热、汽化与过热后,进入装填有催化剂的转化器。

甲醇裂解制氢设备面临两大挑战:原料成本占比高(甲醇占制氢成本70%以上)和基础设施不足(甲醇加注站普及度低)。解决方案包括:技术优化降低甲醇消耗,如通过催化剂升级和工艺改进提高转化率;商业模式创新,如中石油"氢醇同站"模式,利用交叉补贴使终端氢气价格降至35元/kg;政策推动,**已出台加醇站建设补贴政策(比较高300万元/站),加速标准体系完善。未来,随着绿色甲醇认证体系建立和供应链完善,甲醇制氢将加速商业化进程,预计到2025年市场规模突破80亿元,年复合增长率达45%。
尽管甲醇裂解制氢具有诸多优势,但在发展过程中仍面临诸多挑战。技术层面,现有催化剂虽能满足基本生产需求,但在活性、选择性和寿命方面仍有提升空间。例如,在长时间运行过程中,催化剂易受杂质影响发生中毒失活,导致制氢效率下降,增加更换催化剂的成本和维护难度。同时,甲醇裂解制氢过程中存在一氧化碳副产物,一氧化碳会使燃料电池催化剂中毒,如何进一步优化净化工艺,降低一氧化碳含量,提高氢气纯度,是亟待解决的问题。市场层面,甲醇裂解制氢面临与其他制氢方式的竞争压力。随着可再生能源制氢技术的发展和规模化应用,其成本逐渐降低,对甲醇裂解制氢形成冲击。此外,甲醇价格波动也影响着制氢成本的稳定性,若甲醇价格大幅上调,会削弱甲醇裂解制氢的经济竞争力。同时,公众对甲醇毒性的担忧以及相关**标准和监管体系的不完善,也在一定程度上制约了甲醇裂解制氢技术的推广应用。 原理基于甲醇与水的化学反应,在特定条件下生成氢气。

甲醇的毒性(LD50=5628mg/kg)低于汽油(LD50=1974mg/kg),但高于乙醇(LD50=7060mg/kg),需通过系统优化设计确保**。反应器采用双层壳体结构配合泄漏监测传感器,储罐设置氮封系统与防爆墙,加注过程采用密闭循环工艺。美国能源局(DOE)的实测数据显示,甲醇氢燃料电池系统的火灾较压缩氢降低80%。环境效益体现在全生命周期的污染。生产过程产生的CO?可通过CCS技术封存,废水经处理后COD值低于50mg/L。相比柴油,甲醇制氢驱动的交通工具可减少95%的NOx排放和85%的颗粒物排放。在港口城市等敏感区域,这种清洁供能模式对改善空气质量具有***价值。社会层面,甲醇裂解制氢为煤炭资源丰富地区提供转型路径。山西、陕西等省份依托煤化工基础,正在建设百万吨级绿甲醇生产基地,配套制氢装置可创造千亿级产业集群,促进传统能源产区可持续发展。 甲醇裂解制氢设备的流程包括甲醇汽化、催化裂解、气体净化等环节。催化燃烧甲醇裂解制氢设备
氢能利用的理想状态是“绿氢”,即利用可再生能源通过电解水制氢。催化燃烧甲醇裂解制氢设备
苏州科瑞专注于甲醇裂解制氢领域,其研发的催化剂为这一制氢过程注入强大动力。在甲醇裂解反应中,我们的催化剂凭借独特的活性位点,能迅速促使甲醇分子分解。通过精细的原子排列与电子结构设计,极大地加快了反应速率。实验数据表明,在同等条件下,使用苏州科瑞催化剂的甲醇裂解反应速度比普通催化剂**0%以上,***提升了氢气的产出效率,让广发·体育在单位时间内能够获得更多高纯度氢气,有力支持大规模生产需求。苏州科瑞的甲醇裂解制氢催化剂能够优化反应条件。它可以降低甲醇裂解所需的温度,常规情况下,甲醇裂解需在较高温度下进行,能耗大且对设备要求高。但使用我们的催化剂,反应温度可降低50-100℃,这不仅减少了能源消耗,降低生产成本,还减轻了设备的热负荷,延长设备使用寿命。同时,在相对温和的压力条件下,催化剂依然能保持高活性,使得整个制氢过程更加节能、稳定,为广发·体育创造更优的经济效益。催化燃烧甲醇裂解制氢设备