浙江天雅江涛动力广发(中国) 发动机箱体|发动机缸头|压铸|机加工
15058557666


2025-10-07 01:58:49
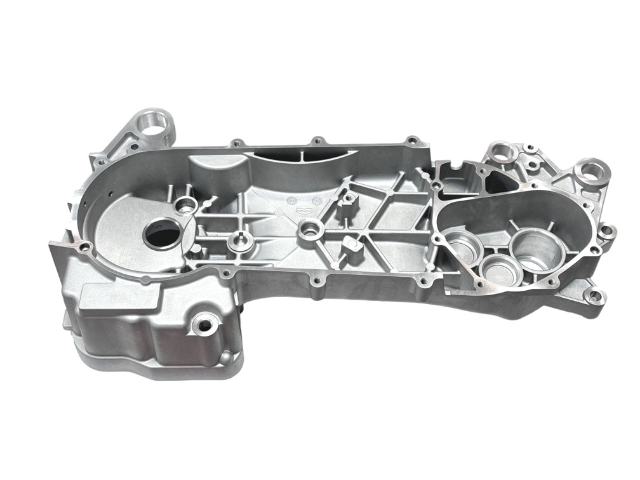
严格的质量控制体系:全流程质量检测,天雅江涛在压铸生产的每个环节都设置了严格的质量检测点,包括原材料检测、过程检测和成品检测。公司采用X光探伤、三坐标测量仪、光谱分析仪等先进设备,确保产品尺寸精度、内部质量和化学成分符合标准。原材料检测:对铝合金材料的化学成分和力学性能进行严格检测,确保材料质量。过程检测:在压铸过程中实时监测温度、压力和速度等参数,确保工艺稳定性。成品检测:对成品进行尺寸测量、表面检查和内部缺陷检测,确保产品符合客户要求。年产能超8000吨,满足大规模高精度零件需求。浙江箱体压铸模具

铝合金压铸工艺流程:1.铝液准备,在进行压铸之前,需要对铝合金进行熔化处理。天雅江涛采用先进的熔炼炉,将原材料加热至适当温度,使其完全熔化为液态。在这一过程中,我们严格控制温度,以避免氧化和杂质混入,从而保证后续成型质量。2.压铸过程,注入阶段:将熔融状态下的铝液通过浇注系统快速注入模具型腔中。在此过程中,高压力能够确保金属液迅速填充模具,并克服流动阻力。保压阶段:在注入完成后,保持一定压力以确保金属液在型腔内充分凝固,防止产生收缩缺陷。冷却阶段:待金属液凝固后,通过冷却通道迅速降低模具温度,加快成型速度。在这一阶段,我们会监测温度变化,以确保产品质量稳定。宁波5G基站壳体压铸服务商我们支持多种压铸工艺,包括高压、低压和重力压铸,以满足不同需求。

压力控制:1.注射压力,注射压力是指压铸机在注射过程中施加的压力,它直接影响到铝液的充型能力和铸件的内部质量。注射压力过高会导致铝液飞溅、卷气和模具磨损加剧;注射压力过低则会导致铝液充型不充分,产生冷隔和气孔。因此,合理选择注射压力是确保铸件质量的关键。一般来说,注射压力应根据铸件的壁厚和结构复杂程度进行调整,通常在50MPa至150MPa之间。2.增压压力,增压压力是指在铝液充型后,为了补偿铝液的收缩而施加的压力。增压压力的大小直接影响到铸件的致密度和力学性能。增压压力过高会导致铸件内部产生应力,甚至出现裂纹;增压压力过低则会导致铸件内部疏松,力学性能下降。因此,增压压力应根据铸件的具体情况进行合理选择,通常在20MPa至60MPa之间。
应用场景深度解析:1.5G通信领域:支撑新基建建设。高密度散热方案:某5G宏基站散热器采用仿生蜂窝结构设计,单位体积散热量提升30%,支持8×100GHz毫米波模块同时运行。抗震性能突破:动态模态优化设计,使散热器在0-50Hz振动频段共振率