
广州佳泽硅胶科技广发(中国) 液态硅胶注塑模具|液态硅胶制品|液态硅胶模具|液态硅胶产品
180****8968


2025-03-20 02:15:09
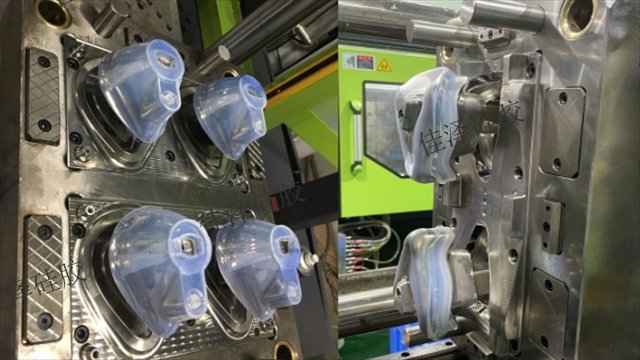
液态硅胶注塑模具的设计需要考虑多个因素,以确保制品的质量和生产效率:注射点设计:由于液态硅胶的粘度较低,充模时间很短,即使在很低的注射压力下也是如此。因此,模具设计时需要合理布置注射点,以确保硅胶能够均匀快速地填充模具腔体。排气装置:液态硅胶在充模过程中容易形成气泡,因此模具设计中应设置良好的排气装置,以减少气泡的形成,确保制品的外观质量和性能。脱模设计:液态硅胶制品在硫化后容易粘附在金属表面,因此模具设计时应考虑采用适当的脱模技术,如脱模板脱模、脱模销脱模和气力脱模等,以确保制品顺利脱模并不受损。模具材料选择:模具材料的选择应考虑到液态硅胶的高温硫化特性和抗冲击性。常用的模具材料包括非合金工具钢、预回火钢和氮化或回火热处理的乙具钢等。温度控制:液态硅胶的硫化过程需要一定的反应时间和温度控制。因此,模具设计中应设置适当的温度控制系统,以确保硫化过程顺利进行并避免制品出现不良现象。同时,液态硅胶模具也需要进行定期的维护与保养,以延长模具的使用寿命。广州市花都区婴儿碗液态硅胶模具制造厂

5. 工业领域密封件:如泵阀密封件、管道密封件等。绝缘件:如电气设备绝缘件、变压器绝缘件等。其他工业零件:如机械零件、工具手柄等。6. 航空航天领域密封件:如飞机舱门密封件、发动机密封件等。绝缘件:如航空电子设备绝缘件、电缆接头绝缘件等。其他航空航天零件:如传感器外壳、减震件等。7. 食品领域食品模具:如巧克力模具、糖果模具等。食品级密封件:如食品加工设备密封件、容器密封件等。其他食品相关产品:如烘焙垫、食品输送带等。负压引流球液态硅胶模具哪里有卖高精度:液态硅胶模具可以制作出非常精细和复杂的结构,满足高精度制品的生产需求。
液态硅胶(LSR)模具成型是一种高效、精密的制造工艺,广泛应用于**、电子、汽车等领域。以下是液态硅胶模具成型的详细工艺步骤和关键技术:8. 模具维护清洁保养:每次使用后清洁模具,定期进行保养。修复:发现磨损或损坏及时修复,确保模具精度和寿命。关键工艺参数注射压力:50-150MPa模具温度:120-200°C固化时间:30-180秒注射速度:根据产品形状和尺寸调整液态硅胶模具成型的优势高精度:能够生产复杂形状和高精度的产品。高效率:自动化程度高,生产效率高。优良性能:产品具有优异的耐热性、耐候性和生物相容性。
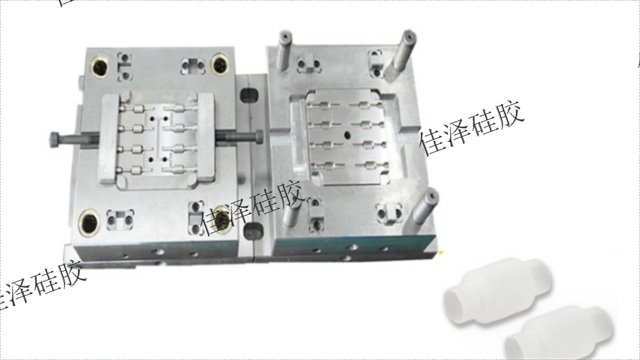
4. 表面处理镀铬:提高模具表面的硬度和耐磨性。氮化:提高模具表面的硬度和耐磨性。PVD涂层:提高模具表面的硬度、耐磨性和抗腐蚀性。5. 模具试模试模准备:准备液态硅胶原料和注塑机。试模过程:进行试模,检查产品的充填情况、固化效果和脱模情况。参数调整:根据试模结果调整注射压力、模具温度、注射速度等参数。6. 模具优化修模:根据试模结果对模具进行修整,如调整浇口位置、增加排气槽等。再试模:进行再次试模,确保模具性能达到要求。液态硅胶模具是采用液态硅胶(LSR,Liquid Silicone Rubber)为主要原材料,通过成型工艺制作而成的模具。
使用液态硅胶模具时,需要注意以下几个方面以确保模具的性能、延长使用寿命并保障产品质量:三、模具的清洗与保养及时清洗:硅胶模具使用完后要及时清洗,但不要立即用冷水冲洗,可待放凉后再清洗。清洗方式:可以使用热水搭配稀释的食用清洁剂清洗,或放入洗碗机中清洗。避免使用具有腐蚀力的清洁剂或泡棉清洗。干燥与保存:确保硅胶模具在每次使用前及储藏前都已彻底干燥。长时间不使用时,应灌注后放在阴凉处、避光保存。避免损伤:清洗时不要使用钢丝球或金属类清洁用品,防止损伤模具。耐化学腐蚀:液态硅胶模具对多种化学物质具有良好的耐腐蚀性,能够在恶劣的化学环境中保持稳定的性能。广州市负压球液态硅胶模具价格
液态硅胶模具因其良好的柔韧性和耐用性,以及无毒**特性,在汽车、医用、母婴等多个领域得到了应用。广州市花都区婴儿碗液态硅胶模具制造厂
4. 冷却温度冷却温度:模具冷却至50-70°C。目的:便于脱模,防止产品变形。5. 二次固化温度二次固化温度:部分产品需在高温下进行二次固化,温度通常为150-200°C。目的:进一步提升产品的力学性能和稳定性。温度控制要点均匀性:确保模具各部分的温度均匀,避免局部过热或过冷。稳定性:保持温度稳定,避免波动影响产品质量。监测:使用温度传感器实时监测模具温度,及时调整。液态硅胶模具的温度控制包括预热、注射、固化、冷却和二次固化等阶段。模具预热温度通常为50-70°C,注射温度为20-40°C,固化温度为120-200°C,冷却温度为50-70°C,二次固化温度为150-200°C。合理控制模具温度是确保液态硅胶成型产品质量和生产效率的关键。广州市花都区婴儿碗液态硅胶模具制造厂






